
и нажмите кнопку «В корзину».




Ленточные пилы по металлу
Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Купить ленточную пилу по металлу
Технические параметры.
Для достижения оптимальных условий при работе с определёнными группами материалов и формой заготовок необходимо точно подбирать параметры полотна пилы: шаг, форму и разводку зуба, а также режимы работы ленточнопильного станка – скорость и подачу ленточной пилы.
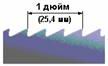
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба. Фирмы - производители ленточных пил и их дистрибьюторы прилагают руководство по выбору шага зуба при распиловке цельных заготовок, труб и профилей.
|
Постоянный шаг (например 14) |
Переменный шаг (например 8/12) |
|
|
|
Разводка
Разводка – наклон или угол разворота зуба по отношению к плоскости полотна, служит для обеспечения свободного хода полотна и кромки зуба. Существуют разные типы разводок. Стандартная разводка состоит из повторяющейся комбинации зубьев – вправо, влево и прямой. Разводка право - лево особенно часто применяется для резания мягких материалов, таких как цветные металлы, пластик, дерево. Разводка «волна» – специальная разводка для резки тонкостенного профиля, заготовок малого диаметра, труб и т.п. Комбинированная разводка используется для резки труб, профиля с переменным сечением и пакетов.
Скорость ленточной пилы.
Режим резания определяется несколыькими показателями, прежде всего это материал заготовки. Необходимо учесть к какой группе сталей и сплавов он относится. Также нужно знать размер обрабатываемой заготовки и правильно вбрать шаг зуба.
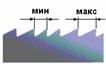
Определение скорости подачи полотна пилы. Для оптимальной резки нужно, чтобы каждый зуб ленточной пилы срезал стружку определённой толщины. Практически подача подбирается по рекомендациям производителей оборудования или по типу стружки, которая получается при резке. В случае тонкой или пылеобразной стружки нужно увеличить скорость подачи полотна или уменьшить скорость резания. Слабо вьющаяся стружка свидетельствует о правильно выбранном режиме пиления. Стружка толстая или с голубым отливом говорит о чрезмерной скорости подачи или увеличьте скорость резания.
|
Постоянный шаг |
Переменный шаг |
||
|
Диаметр, мм |
Зубьев на дюйм |
Диаметр, мм |
Зубьев на дюйм |
|
до 10 |
14 |
до 25 |
10/14 |
|
10 -30 |
10 |
15 - 40 |
8/12 |
|
30 – 50 |
8 |
25 - 40 |
6/10 |
|
50 - 80 |
6 |
35 - 70 |
5/8 |
|
80 - 120 |
4 |
40 - 90 |
5/6 |
|
120 - 200 |
3 |
50 - 120 |
4/6 |
|
200 - 400 |
2 |
80 - 150 |
3/4 |
|
300 - 700 |
1,25 |
130 - 350 |
2/3 |
|
> 600 |
0,75 |
150 - 450 |
1,5/2 |
|
200 - 600 |
1,1/1,6 |
||
|
> 500 |
0,75/1,25 |
||
|
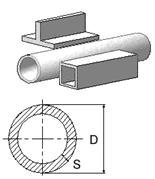
Размер шага пилы для резки профиля и труб
При распиловке труб, лежащих рядом, использовать значения с удвоенной толщиной стенки
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Как избежать преждевременного износа пилы?
✔ Соблюдайте рекомендуемые скорости резки – неправильная подача увеличивает нагрузку и снижает ресурс пилы.
✔ Используйте СОЖ (смазочно-охлаждающую жидкость) – это снижает перегрев и улучшает качество реза.
✔ Контролируйте натяжение полотна – провисание снижает точность резки и увеличивает износ.
✔ Выбирайте пилу под конкретные задачи – универсальных решений нет.
Почему выбирают нас?
✔ Ленточные пилы всегда в наличии – отгружаем в день заказа.
✔ Гарантия на шов – уверенность в качестве.
✔ Подбор под ваши задачи – консультация специалиста перед покупкой.
✔ Доставка до терминала ТК бесплатно.
